

螺旋焊接鋼管在生產過程中由于長時間的摩擦自然會產生磁性,如果磁性過大使圖像增強器的電子束方向偏轉,X 光工業電視系統圖像產生“S”型扭曲變形,影響氣孔、夾渣等自然缺陷,特別是未焊透、裂紋等線狀自然缺陷的檢出率。隨著管線鋼級的提高及X 光電視系統圖像增強器的換型,剩磁的影響尤為突出。剩磁的存在,在管線環焊對接時,會產生偏弧現象,影響焊接質量。剩磁的存在嚴重影響了施工質量,因此消磁是螺旋焊接鋼管在出廠前必然的一道流程。
螺旋焊接鋼管消磁焊接方法:
用直流電消磁,可以按幾種方案完成。單根鋼管消磁,先在鋼管一端沿外圓繞8~12匝的線圈,以最大的磁場值來消磁。當單根鋼管消磁到鋼管對接處時,將兩根鋼管拉開距離不小于300 mm,在距每一根管子端面80~100 mm 處繞上18~20匝的線圈,并按圖3(a)方法完成消磁。
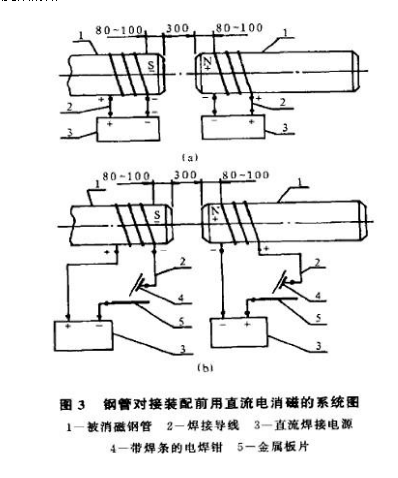
l一被消磁鋼管2一焊接導線3 直流焊接電源4 帶焊條的電焊鉗5一金屬板片在個別
場合下, 推薦使用將電焊鉗和金屬板片接入電氣系統中消磁的方案,見圖3(b)。將裝入電焊鉗中的焊條,在300 A 電流下與金屬板短路10 s。然后斷開。在每一次短路一一斷開循環之后,用磁力計檢查磁性,并在必要時重復消磁過程。 當對裝配好的對接處消磁時,在被對接無縫管端繞上截面35~50 mm 的焊接導線,形成兩根鋼管的共用線圈,見圖4(a)。
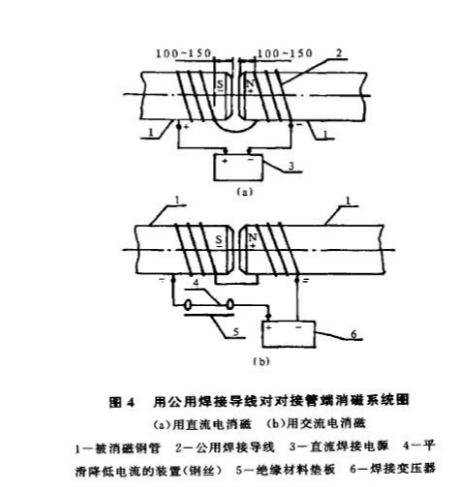
線圈可以重疊繞(沿順時針或者逆時針),總匝數為16~22匝。此時,匝數多的應該在剩磁大一些的無縫管上。這種消磁工藝往往是最佳的。當測量剩磁等級小于2O×10 T 以后,完成焊縫根部的焊接。此時,推薦在小電流10~ 20 A下進行補充消磁。 (2)用交流電消磁 用交流電消磁可以應用于單根鋼管裝配前單根鋼管的末端,以及壁厚達25 mm 的已裝配鋼管對接端。此時,除按上述方圖4 用公用焊接導線對對接管端消磁系統圖法消磁以外,還有如下的補充:按圖4(b)的消磁系統圖裝配,采用1根焊接導線組成的線圈,在回路中接入長0.5~ 1.0 m、直徑1.5~3.0 mm 的鋼絲。這根鋼絲安置在絕緣且不可燃材料的墊板 (如石棉磚)上。鋼絲可以平滑地改變通電電流的大小,從而改變消磁磁場的大小。當電源接通后,鋼絲被加熱并在一定時間內燒斷。燒斷時間取決于鋼絲直徑、長度和電流值。在鋼絲燒斷后,用磁力計檢查剩磁大小。當消磁效果不足時,必須重復消磁(有時需要4~5次)。消磁系統的拆除,可在焊完根部焊縫后進行,推薦消磁后立即拆除。對于交流電的消磁,同樣可以采用電氣調節器,以便平滑地改變電流的大小。